
|
通常,汽车制造业中的零部件配送有两种方式,一是由不同零部件供应商分散直配到装配线旁;二是由不同零部件供应商配送到为其服务的统一的第三方物流仓库中,再由第三方物流直配到线旁。这两种截然不同的配送方式对汽车装配线旁的员工都提出了较高的要求;需引入计算机辅助拣选系统来提高零部件拣选作业的效率,降低差错率。其中,采用电子标签拣选系统不失为一个有效的解决之道。 |
|
传统拣选方式的弊端 |
| 在汽车制造行业的生产车间里。由于旧车型的淘汰退出及新车型的不断导入,零部件的种类、状态都在飞速增加,在响应生产节拍的前提下,对于装配工人的要求越来越高。因此,分拣效率成为节拍控制的重中之重,也是整车总装的基础。拣料作业的目的在于正确地、并且在生产节拍内集合所需车型的零部件。由此来看,若要提高整车总装的效率、降低差错率,从拣料作业着手改进,可达事半功倍之效。 |
| 现阶段,传统的按工单人工拣料方式仍是我国绝大部分汽车制造厂的零部件拣选作业方式。人工拣料虽然有打印的纸质工单作为指导,但需要作业人员对每种车型的不同种类零部件非常熟悉,且精神需高度集中。 |
|
由此会带来一些无法避免的问题: |
| 1、浪费大量的等待时间,如等待单据打印等; |
| 2、大脑长期处于紧张状态。制造业零部件的拣选出错将导致整台车报废,或者耽误大量时间进行更正,所以,企业对员工拣选的准确性要求极高,通常会以处罚等方式来避免错误; |
| 3、依赖熟练工。由于现场拣选有生产节拍的要求,因而对熟练工要求较高,如果更换非熟练作业人员,在拣选精度和速度上一定满足不了生产线的生产速度; |
| 4、差错率高。据统计,现场作业人员每拣选2()0件零部件就有可能拣错,或者拣漏一个零部件,因此,错拣和漏拣的现象时常发生; |
| 5、拣选效率低。由于作业人员根据纸面单据作业,工作效率低,企业为了满足生产线的速度,需要耗费大量的人工进行简单的拣选作业,大大增加了企业的成本。 |
| 在这种情况下,一些自动化、半自动化的技术设备逐渐被开发并应用于拣选系统中,使生产力得到有效提高。 |
|
拣货电子标签辅助拣货系统的优势 |
| 电子标签拣选系统是以拣货标签代表一个个物料货位,和生产管理系统配合使用。简单来说,生产管理系统发出拣料明细指示,电子标签分拣系统根据指示信息自动将需要作业的货位对应的拣货标签点亮,并在拣货标签上显示需要拣选物品的数量,拣货人员只要按照系统指示从亮灯的货位拣选出所需数量的物品即可完成拣货作业。 |
|
与传统拣货方式相比,采用电子标签拣选系统的优势在于: |
| 1、不需等待—零闲置时间; |
| 2、不需思考——零判断业务(不依赖熟练工,降低错误率)。统计资料分析显示,错误率可由原来拣货表单作业的千分之三降低为万分之二,拣货效率可提升2倍; |
| 3、不需寻找——储位管理; |
| 4、不需书写——免纸张作业; |
| 5、数据信息采集、统计方便,准确率高; |
| 6、方便做到人员管理、考核; |
| 7、完全解放双手。 |
| 汽车制造行业一般存在以下特点:以装配为主,零部件品种多;每个节拍内的零部件数量少;根据生产节奏,拣料频次较高;对服务质量有很高要求。 |
| 相应地,对厂内的零部件拣选作业提出以下要求:主生产线效率提升;无纸化作业;作业差错大幅降低;作业时间大幅缩短;多状态零件不需要识别。 |
| 无疑,拣货作业的效率及准确性对企业的服务品质有着极大影响,因此,如何有效地提升作业效率、降低作业人员的误拣率成为拣货作业的最大的课题。 |
| 一种简单易行的解决方案 |
| 利用多年设计多国文字显示的字库芯片与显示界面的技术基础上,结合工业控制领域的强大优势,开发出目前市场上唯一能显示多国产品品名、进货日期、库存数量、存货货架号与拣货数量等大容量显示信息的彩色大屏显示的电子货位标签。 |
|
瀚示电子货位标签: |
| 1、采用CAN高速汽车电子总线通讯协议; |
| 2、采用2.4寸6万色的彩屏,可任意设置显示行数、字体大小; |
| 3、适应不懂业务需求(支持GB18030,2万多个汉字); |
| 4、按键寿命长达100万次以上; |
| 5、也可根据不同的客户、不同的情况进行多模板选择和定制 |
|
标签显示界面与功能说明: |
 |
| 由常规库直接向生产线配送,在这种模式下,企业希望能在第一时间内进行补货,在常规库内把每个工位上的零部件全部分拣完毕,然后直接配送到工位上。 |
| 应用特点体现在:通过接口方式,将仓库系统中物料的存放位置、数量、批号等信息传递给电子标签拣货系统,实现高效、准确、实时的物料拣选,避免频繁补货,大大提高配送对生产线支持的能力,充分发挥物流中心承上启下的作用。 |
|
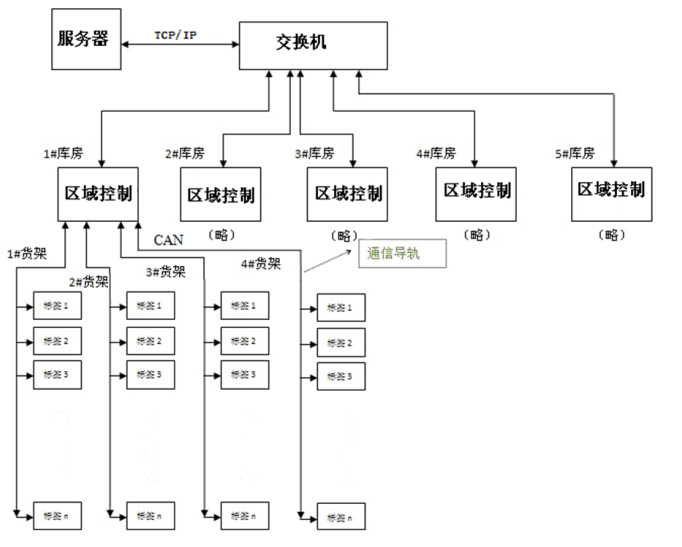
工作原理图 |
| 其作业方式为根据当前生产节拍下的车型所需零部件的工单,拣货标签系统点亮该车型所需零部件的拣货标签并显示数量,拣货人员根据拣货标签提示进行拣货操作并将相关拣货标签拍灭,直至拍灭所有拣货标签,则该工单拣货作业完成,接口下载ERP的数据后,可继续进行下一张工单的拣选作业。由于此种拣货方式在设计时合理安排了拣货人员的行走路线,所以大大降低了操作员无谓的走动。该系统还实现了用电脑进行实时现场监控,具有紧急工单处理、缺货通知、错拣漏检提示等各项特色功能。 |
|
图1 系统组网实物连接示意图 |
 |
|
行业客户软件管理界面实例 |
|
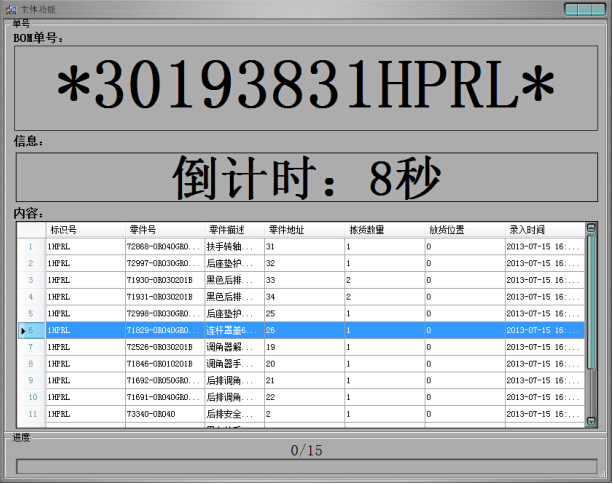
主体功能界面 |
| 当进入到该界面后:首先用鼠标点击一下BOM单号下方的文本框给予焦点,然后用条码枪对单号进行扫描点亮标签, 如果该单号已被扫描过 则界面会提示果在拣选过程中发现 单号顺序扫描错了 该单号下的物料不拣选了 则用鼠标双击 当前显示‘请输入BOM单号’的地方 将当前拣选单号取消。 |
|
内容:该区域显示 该单号下所有要拣选的物料信息 |
|
下方的进度条:该进度条 提示当前拣货的状态 |
 |
|
显示的BOM单号界面 |
 |
|
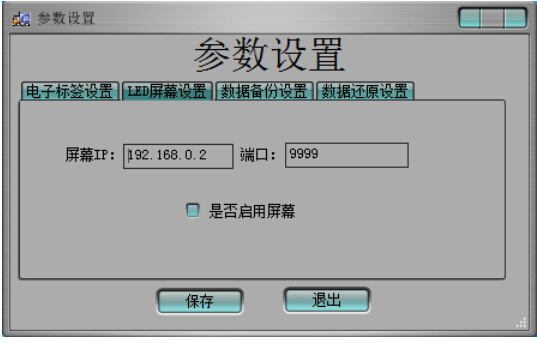
参数设置窗口 |
 |
|
维护子项物料 |
| 如果标识bom单号已经维护完毕 想要对bom单下挂物料进行维护 有如下操作: |
| 1、选中bom单号记录(步骤1) 然后点击编辑子项(步骤2) 后弹出编辑子项界面(3) |
|
2、 编辑子项中的数据 即为该bom单下的所有下挂物料。 |
 |
|
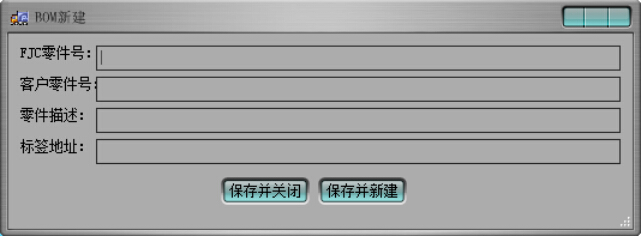
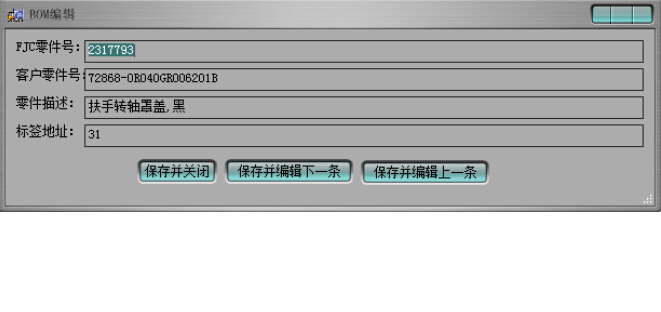
新建BOM界面料 |
| 输入零件号等信息及标签地址 |
|
标签地址:即该物料要在哪个点在标签被点亮,信息都输入完毕后,点击保存。 |
 |
|
BOM编辑界面 |
 |
来源:上海瀚示物联网技术有限公司
时间:2018-10-23
返回列表
