
|
电子料库总面积2350平方米,SKU达到5000多种,在上电子拣货标签系统前,采用划区专人管理模式,专人负责区域的入库、出库、盘点工作,整个工作弹性弱;上了电子拣货标签后,不需要采用划区管理,所有仓库工作人员都可以进行全仓库操作,提高工作效率30%。 |
|
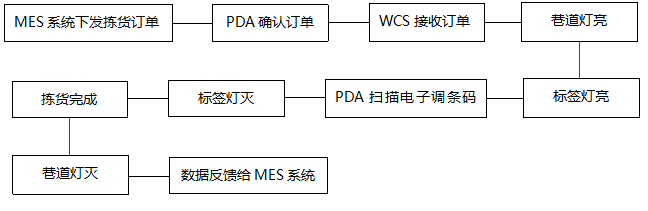
采用DPS系统进行拣货出库操作。整个系统由控制器、电源、拣货标签、扫描枪、巷道灯组成,采用DLL函数库与WMS系统交换数据,整个系统运行流畅稳定。仓库工作人员再不需要非常熟练的人员,新手经过短暂的培训即可上岗,达到原熟练人员的工作效率;能够精确的对仓库操作人员进行绩效考核,作业过程的实时监控,提高作业效率和管理效率;提升了公司的整体形象。 |
| 业务流程: |
|
重要的出入库频繁的电子料标签一对一,其它电子料一对多,节约成本; |
 |
|
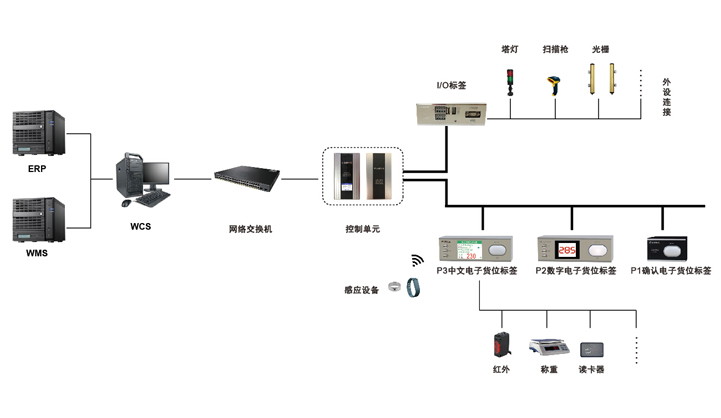
高通电子货位标签系统框图: |
|
主要包括电子标签、智能可穿戴辅助设备、辅助拣货系统及仓库物流相关自动化设备中,包含WCS(仓库控制系统)和DLL硬件控制指令通用函数库等整体解决方案。 |
 |
|
高通电子货位标签分解图: |
 |
|
现场实景 |
 |
来源:上海瀚示物联网技术有限公司
时间:2018-11-27
返回列表
